
Plantas de Separación de Envases
La provincia de Gipuzkoa cuenta con dos plantas de selección de envases ligeros, una en Urnieta y otra en Legazpi, gestionadas ambas por GHK. La planta de Urnieta trata los envases de San Marko, Txingudi y Tolosaldea, mientras que lo recogido en el resto de mancomunidades se trata en la planta de Legazpi (Mancomunidades de Sasieta, Urola Kosta, Urola Erdia, Debagoiena y Debabarrena).
Objeto de la Actividad de las Plantas de separación de Envases
El objeto de la actividad es realizar la clasificación de los residuos de envases y embalajes que son recogidos de forma selectiva en la vía pública, de forma que estos materiales una vez clasificados, y separada la fracción resto que llega a la planta, puedan ser reciclados en plantas especializadas para tal fin.
Los tipos de envases clasificados en la planta según los materiales con los que están fabricados son los siguientes:
- Polietileno de Alta Densidad (PEHD), también llamado PEAD
- Polietileno de Baja Densidad, también llamado film (LDPE)
- Tereftalato de Polietileno (PET)
- Plásticos mezcla
- Cartonajes compuestos o Brik
- Metales férricos/aceros ligeros
- Aluminio
Localización y horarios
Planta de Legazpi
La planta se encuentra en el Industrialdea de Legazpi, situado en la C/ Urola 8-A y actualmente ocupa siete pabellones. Uno de ellos destinado a la playa de descargas, tres pabellones dedicados a producción y clasificación, otros dos a almacén, y un séptimo a pesado por báscula para camiones, y zona de almacenaje de herramientas y varios.
El horario general de apertura para la recepción de material y para las salidas a reciclador, es el siguiente:
- LUNES, MARTES, MIÉRCOLES, VIERNES DE 06H A 16H
- Los jueves de 05h a 16h
- Los sábados de 06h a 14h
- Los domingos, de 05h a 14h
- Los festivos entre semana, tendrán horario de descarga como si fueran laborables.
Horarios de Navidad:
- Día 24 de Diciembre. Abierta de 06h a 19h
- Día 25 de Diciembre, se abrirá entre las 21h y las 23h
- Día 31 de Diciembre. Abierta de 06h a 19h
- Día 1 de Enero, se abrirá entre las 21h y las 23h
Las Mancomunidades y Ayuntamientos, a quienes se recepciona material, en caso de precisar servicios fuera de ese horario, pueden contactar con GHK para estudiar la posibilidad de abrir en determinados horarios para recepcionar material y dar servicio a las entidades consorciadas.
Planta de Urnieta
La planta se encuentra en Polígono Erratzu de Urnieta, Parcela J-8 y actualmente ocupa dos pabellones. El principal se divide en una gran playa de descargas que dispone de una báscula de pesaje a la entrada y una nave dedicada a la producción y clasificación. El segundo pabellón o pabellón auxiliar se destina actualmente al almacenado del material seleccionado.
El horario general de apertura para la recepción de material las 24h, durante los 365 días del año.
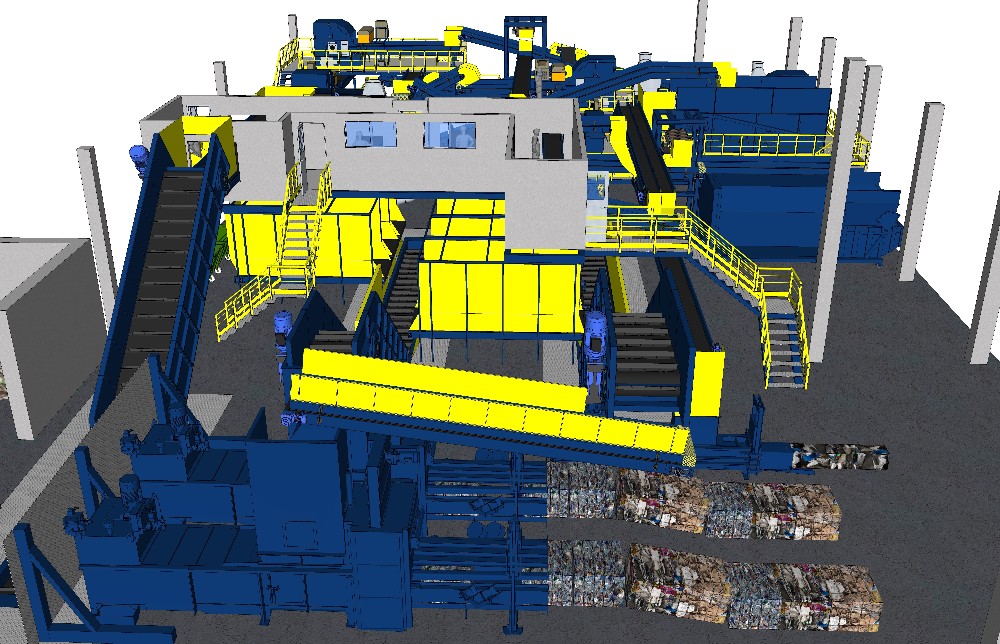
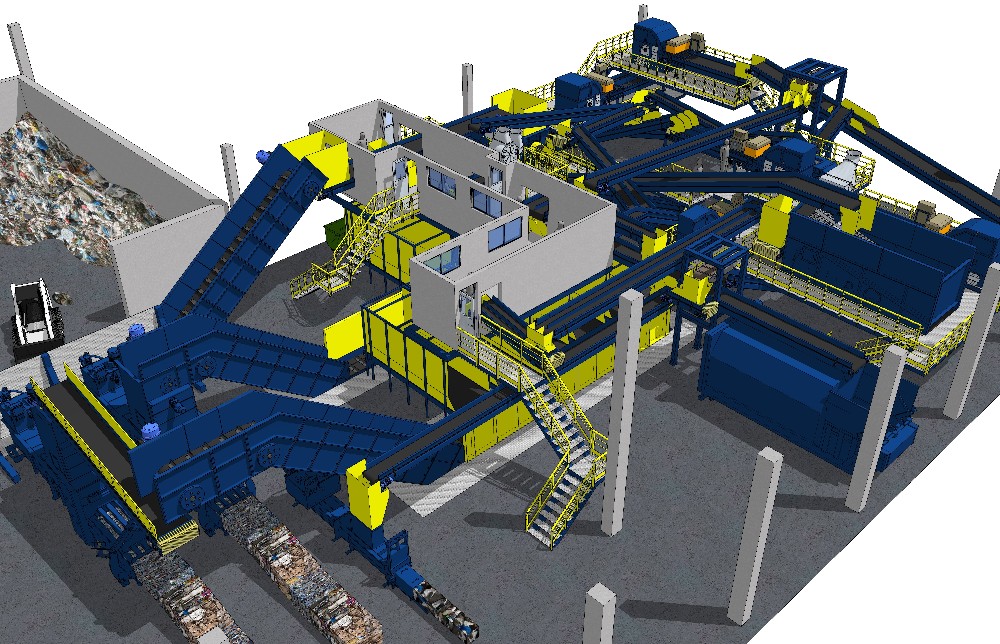
El proceso
En el desarrollo de la actividad no se fabrica ni se transforma nada. Únicamente se clasifica y empaqueta por tipos de familias un residuo de envases ligeros para que éstos puedan ser reciclados por separado en las plantas recicladoras asignadas por ECOEMBES.
-
Pesaje de los camiones y accesos a planta
Antes de la descarga del material los camiones se pesan en la báscula. Se trata de controlar los pesos y orígenes de las recogidas para un perfecto control de los datos y de las estadísticas. A dicho camión perteneciente a la Recogida en Baja (la que se efectúa en la calle), se le extiende un ticket con los datos de la pesada para el control del ayuntamiento o mancomunidad al que pertenece.
-
Descarga del material
Los camiones que realizan la recogida de envases disponen en cada planta de una superficie de descarga y recepción de materiales.
-
Carga del material en la línea de clasificación
El material descargado en el suelo es empujado a un foso (Tolva de la línea de clasificación) mediante una carretilla eléctrica adaptada con pala cargadora. La cinta de carga contemplada hace que el tiempo entre carga y carga sea de una hora aproximadamente.
-
Proceso de Selección de los envases
Abridor de bolsas
El material cargado en la tolva es elevado y descargado sobre el abridor de bolsas. Esta máquina dispone de una serie de fotocélulas que actúan en la marcha y parada de las cintas anteriores de forma que a la salida obtenemos un flujo constante. Por la parte inferior del abridor sale la gran mayoría del material suelto y las bolsas abiertas.
Separación neumática de bolsas
A través de otra cinta transportadora pasamos material que sale del abridor a la entrada de la cinta de triaje. En la caída entre las dos cintas se intercala un sistema de impulsión de aire que separa los elementos más ligeros (principalmente bolsas de plástico de PEBD), que caen directamente a la primera prensa embaladora.
Triaje manual
Es una zona dedicada al control de calidad, en la que se establecen entre 4 y 5 puestos de triaje manual para separar los materiales que se hayan pasado por los separadores ópticos y no hayan sido detectados por quedar tapados en la cinta transportadora por otros plásticos. El objetivo es cumplir con las Especificaciones Técnicas de Materiales Recuperados (ETMR) que exige ECOEMBES en el proceso de separación.
El material clasificado de forma manual cae a un silo automático. Se clasificarán los siguientes materiales:
- PEHD
- PET
- PLÁSTICOS MEZCLA
Además, los operarios retirarán otros materiales no solicitados, como papel, vidrio y voluminosos, que se retirarán a sus respectivos contenedores.
Separador magnético
El separador magnético, retirará automáticamente los envases metálicos de carácter ferroso (principalmente latas de hojalata). Estos envases caen a un troje de almacenamiento, para posteriormente ser dirigidos a un compactador de metales que se encargará de transformarlos en pequeños paquetes de aprox. 40x40x10 cm que se irán apilando en un palet.
Separación por corrientes de Foucault
El separador por corrientes de Foucault separará automáticamente elementos de aluminio (latas y brik por su contenido de aluminio). Adicionalmente el equipo imanta el acero que pasa y se queda adherido al tambor, por lo que, con un rascador y una tolva, se podría seleccionar también algo de acero, aunque no es el fin de este equipo. Para ello tendríamos el separador magnético.
Es importante la función del separador de Foucault en la secuencia de equipos del proceso, dado que el aluminio seleccionado por este equipo, presenta un alto valor económico en el mercado.
-
Acondicionamiento de los materiales de salida
La casi totalidad de materiales seleccionados se proceden a compactar en unas prensas incluidas en el proceso de selección de materiales. Dicha compactación es necesaria para la posterior manipulación, almacenamiento y transporte de estos materiales.
Los diferentes envases prensados se almacenan temporalmente en los pabellones destinados a este uso, y que al igual que el conjunto de las plantas, disponen de sistema de detección de incendios para minimizar los riesgos por el tipo de material inflamable que constituye.
Una vez llegado a este nivel en la selección, ECOEMBES envía camiones trailer que trasladan los distintos materiales a plantas especializadas en reciclaje para cada uno de ellos, y que están repartidas por toda la geografía nacional.
